














Techniques de base


NO, I'm not a mould, I'm a Mold!
Préambule :
Le but de ce tutoriel n’est pas de vous faire un cours complet et exhaustif sur les tenants et aboutissants du moulage d’art. Sachez bien que c’est un métier à part entière et parmi les plus nobles qu’il existe encore. La base des techniques est très clairement expliquée dans l’excellent livre de Monsieur Pascal Rosier « Le moulage »...
Notre objectif sera de vous livrer tous les pièges principaux rencontrés par les personnes débutantes dans le moulage d’art en amateur...
Pour ma part je vous conseillerai de commencer humblement par des moules simples en latex et tirages en plâtre puis progressivement de passer aux élastomères et résines. Nombre de boutiques spécialisées vous conseilleront avec justesse de nos jours. Nous ne sommes plus dans la situation d’il y a vingt ans ou l’on vous proposait des stages payants avec démonstrations de produits performants, mais ou après l’on vous vendait des produits inadaptés et forts chers, tout ceci dans le but de vous décourager et que « le secret des dieux reste dans l’Olympe »… Certains soit disant « pros » se reconnaitront, la révolution Internet et la logique de partage ont enfin balayé tout cela…
Il faut raisonner judicieusement avant de commencer :
-1- Combien de tirages vais-je effectuer ?
-2- En quel matériau vais-je mouler ?
-3- Quel est mon budget ?
Preamble:
The aim of this tutorial is not to give you a complete and exhaustive course on the ins and outs of art casting. It is a craft in its own right, and one of the noblest that still exists. The basic techniques are very clearly explained in Pascal Rosier's excellent book "Le moulage"...
Our aim will be to tell you about all the main pitfalls encountered by beginners in amateur art casting...
For my part, I would advise you to start humbly with simple latex moulds and plaster prints, then gradually move on to elastomers and resins. Many specialist shops will give you the right advice these days. We are no longer in the same situation as twenty years ago, when you were offered paid courses with demonstrations of high-performance products, but then sold unsuitable and very expensive products, all with the aim of discouraging you and ensuring that "the secret of the gods remains in Olympus"... Some so-called "pros" will recognise themselves, but the Internet revolution and the logic of sharing have finally swept all that away...
You need to think carefully before you start:
-1- How many prints am I going to make?
-2- What material will I mould?
-3- What is my budget?

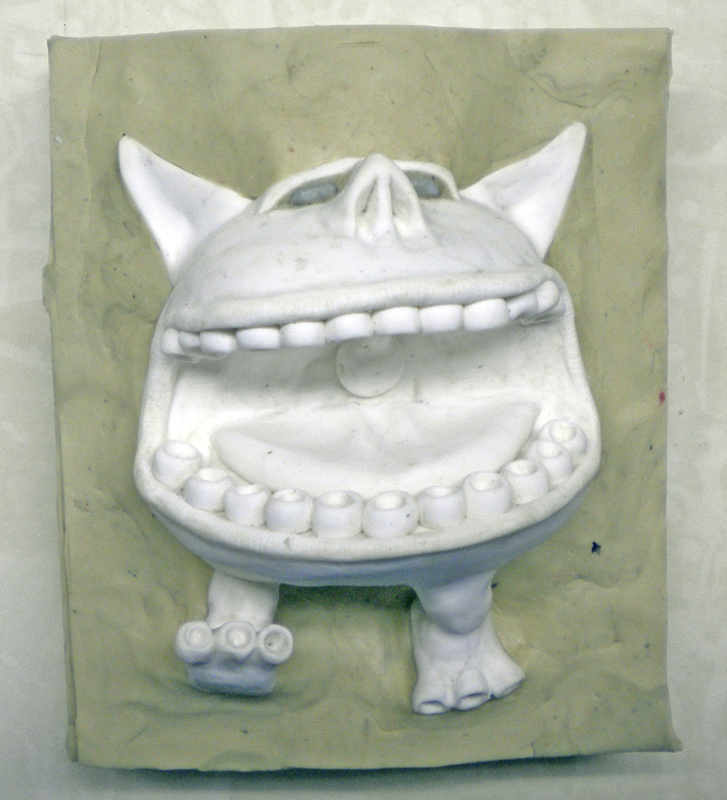
Pour notre démonstration nous allons utiliser le maître modèle de Squig Géant réalisé dans un tutorial précédent. Ce sujet est parfaitement adapté à une initiation au moulage. Du volume ce qui présente l’inconvénient de nécessiter une grande quantité de matériau de moulage (résine), des détails très fins (oreilles) et simples à la fois, et aussi des contre dépouilles (gencives). Nous ne pouvons donc réaliser le moule dans un matériau rigide (plâtre, résine…). De plus souhaitant réaliser plusieurs tirages en résine (polyuréthane ou polyester selon vos habitudes et matériaux en stock), un matériau résistant et souple est donc obligatoire, nous travaillerons donc en élastomère de silicone...
Nota : Un moule latex avec renforts et chape peut être réalisé mais cela nécessiterait un temps et un savoir-faire assez conséquent et cela n’est pas le but de ce tutoriel. L’élastomère de polyuréthane est aussi envisageable mais son coût le classe hors sujet de même...
For our demonstration we're going to use the Giant Squig master model made in a previous tutorial. This subject is perfectly suited to an introduction to moulding. The disadvantage is that it requires a large quantity of moulding material (resin), very fine details (ears) and simple undercuts (gums). So we can't make the mould in a rigid material (plaster, resin, etc.). What's more, we want to make several resin prints (polyurethane or polyester, depending on your habits and materials in stock), so a strong, flexible material is essential, so we'll be working in silicone elastomer...
Note: A latex mould with reinforcements and a clevis can be made, but this would require considerable time and expertise and is not the aim of this tutorial. Polyurethane elastomer can also be used, but its cost is not an issue...
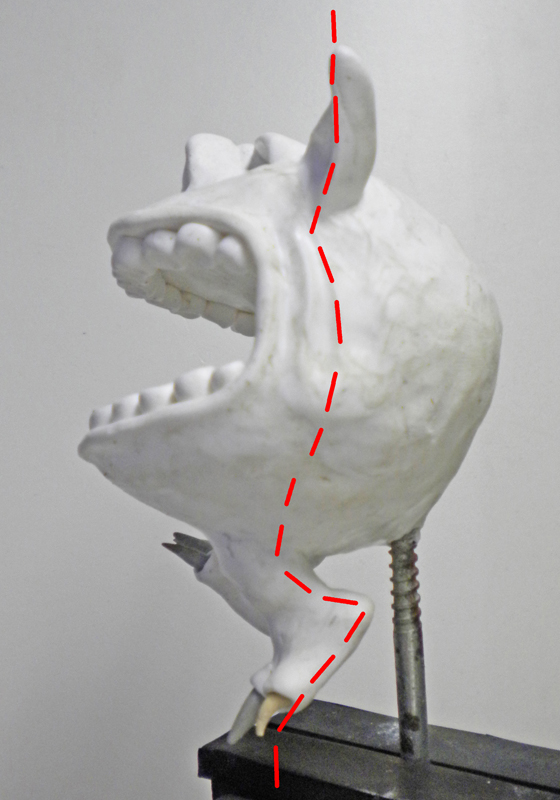
Pour réaliser votre moule vous devrez commencer par « raisonner » votre modèle. C'est-à-dire par ou vais-je faire passer la ligne séparant les deux parties du moule ? Il est pragmatique de choisir son plan de joint selon un tracé présentant le moins de détails possible. Cela pour des raisons d’étanchéité du moule d’une part et de facilité d’élimination de cette future ligne de moulage sur les tirages ensuite. Si vous faites passer votre plan de joint sur des détails élaborés vous aurez des heures fastidieuses d’ébarbage…
To make your mould, you need to start by "reasoning" your model. In other words, where do I want the line separating the two parts of the mould to go? It is pragmatic to choose a parting line with as few details as possible. This is for reasons of mould watertightness on the one hand and ease of elimination of this future moulding line on the prints on the other. If you run your parting line over elaborate details, you'll have hours of tedious trimming to do...
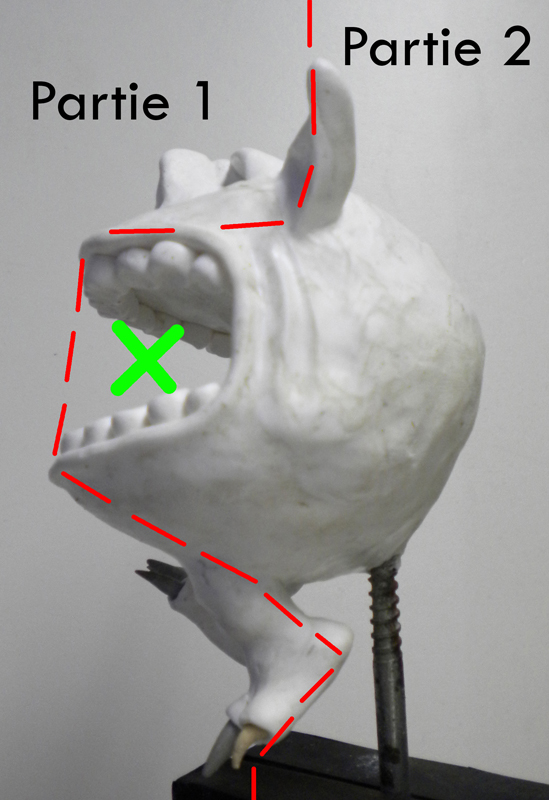
Part 1 - part 2
Vous prendrez bien garde enfin à ne pas placer votre plan de joint selon un tracé qui « emprisonnerait » (croix en vert sur le moule) une partie du modèle au sein du moule...
Finally, be careful not to place your parting line in such a way as to "trap" (green cross on the mould) part of the model within the mould...


Avec de la plastiline souple vous asseyez votre modèle...
Use flexible plastiline to seat your model...



...et montez des épaisseurs de plastiline jusqu’à vous rapprocher du plan de joint souhaité...
...and build up thicknesses of plastiline until you get close to the desired joint line...

ETAPE IMPORTANTE : Le plan de joint...
IMPORTANT STEP: The joint plan...

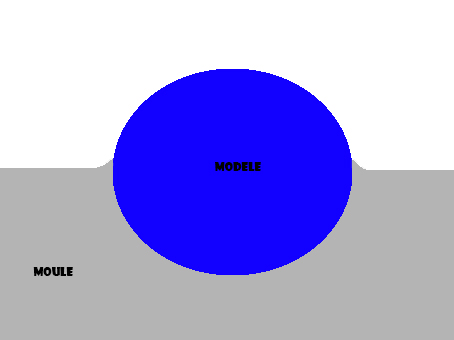
A l’aide d’un outil approprié réalisez votre plan de joint. Celui-ci doit être strictement à 90° contre votre sujet...
Use an appropriate tool to create your joint. This must be at a strict 90° angle to your subject...
mould -piece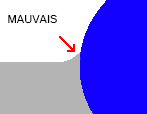 bad
bad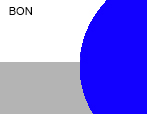
good
Ce schéma vous explique ce qu’il ne faut pas faire. Il ne faut surtout pas le lisser en arrondi (erreur fréquente de débutant) car certes cela est plus facile mais un côté du moule présenterait un plan de joint très fin, donc peu résistant, donc vite corrodé et détruit par « l’agressivité » chimique des matériaux de moulage...
This diagram explains what not to do. Above all, you must not smooth it into a rounded shape (a common beginner's mistake) because, although this is easier, one side of the mould would have a very thin parting line, which would not be very resistant and would therefore quickly corrode and be destroyed by the chemical "aggressiveness" of the moulding materials...


Lissez et finissez le reste de votre galette de plastiline proprement...
Smooth and finish the rest of your plastiline cake neatly...


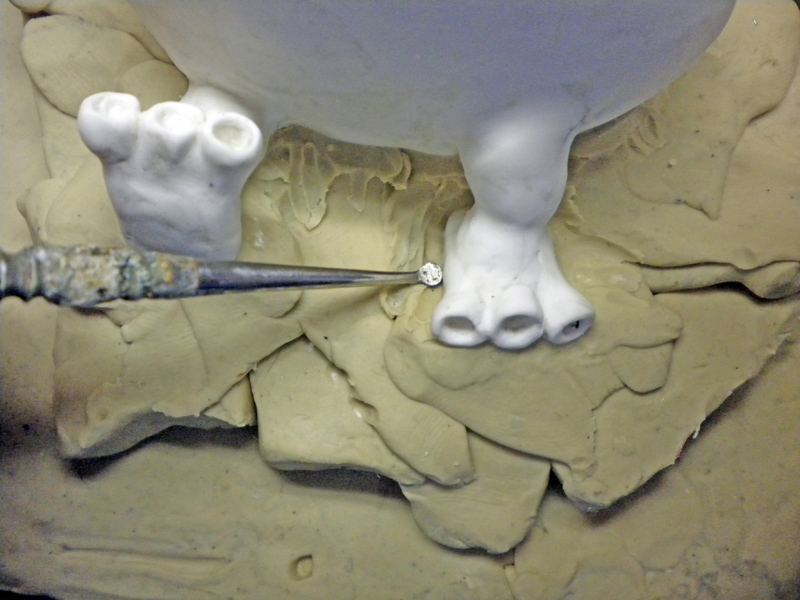
ETAPE IMPORTANTE : Le centrage des deux faces du moule. C’est une étape cruciale. A l’aide d’un outil arrondi (ici un simple trombone) vous réalisez tout d’abord une gorge de centrage tout autour de votre modèle (si possible)...
IMPORTANT STEP: Centring the two sides of the mould. This is a crucial step. Using a rounded tool (in this case a simple paperclip) you first make a centring groove all around your model (if possible)...

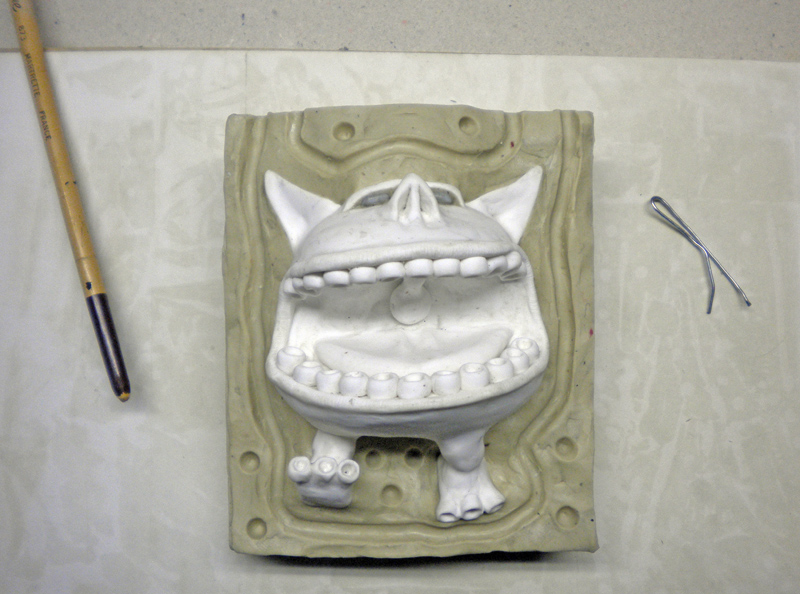
...elle permettra d’assurer un plan de joint précis. Ensuite vous réaliserez des centreurs (ici le bout d’un pinceau), ils auront pour but de guider la fermeture du moule...
...it will ensure a precise parting line. Next, you'll make centring pins (here the end of a paintbrush) to guide the closing of the mould...


Monter un cadre autour de votre moule, en matériau non poreux (carton lisse, médium recouvert de papier aluminium, novolam etc.) Calculez le volume d’élastomère à couler pour réaliser votre première face, trop peu et votre modèle ne sera pas assez recouvert, trop grande quantité et vous gaspillerez de la matière en épaisseur superflue. En général un minimum de 5mm aux endroits les plus fins est recommandé jusqu’à 8mm ou 10mm. A savoir que si vous comptez faire beaucoup de tirages il faudra une épaisseur appropriée. De même si le volume de votre sujet est important la réaction chimique sera importante : plus il y a de matière et plus la réaction est vive et plus il y a montée en température et plus il y aura corrosion du moule = il faut une épaisseur adéquate d’élastomère.
COMMENT CHOISIR SON ELASTOMERE ? Vous allez donc comme expliqué plus haut utiliser un élastomère de silicone pour le moulage d’art. Il sera résistant au déchirement, grande fidélité de reproduction des détails, résistance aux matériaux de moulage composites. Une fois ceci acquis, on vous proposera néanmoins plusieurs variétés, notamment sur la dureté « shore ». En langage familier, plus la dureté « Shore » sera élevée et plus votre élastomère sera rigide (mais pas moins résistant aux déchirements) et donc votre moule se tiendra de lui-même sans avoir besoin de réaliser un coffrage ou chape l’englobant !
Mount a frame around your mould, in non-porous material (smooth cardboard, medium covered with aluminium foil, novolam etc.) Calculate the volume of elastomer to pour to make your first face: too little and your model will not be sufficiently covered, too much and you will waste material in superfluous thickness. In general, a minimum of 5mm at the thinnest points is recommended up to 8mm or 10mm. Note that if you intend to make a lot of prints, you will need an appropriate thickness. Similarly, if the volume of your subject is large, the chemical reaction will be important: the more material there is, the more vigorous the reaction, the higher the temperature and the more corrosion of the mould = an adequate thickness of elastomer is required.
HOW TO CHOOSE YOUR ELASTOMER? As explained above, you will use a silicone elastomer for art moulding. It will be resistant to tearing, highly faithful in reproducing detail and resistant to composite moulding materials. Once you've got this, however, you'll be offered several varieties, particularly in terms of "shore" hardness. In layman's terms, the higher the Shore hardness, the more rigid your elastomer will be (but no less resistant to tearing), so your mould will stand on its own without the need for a formwork or screed to enclose it!
Coulage
Casting
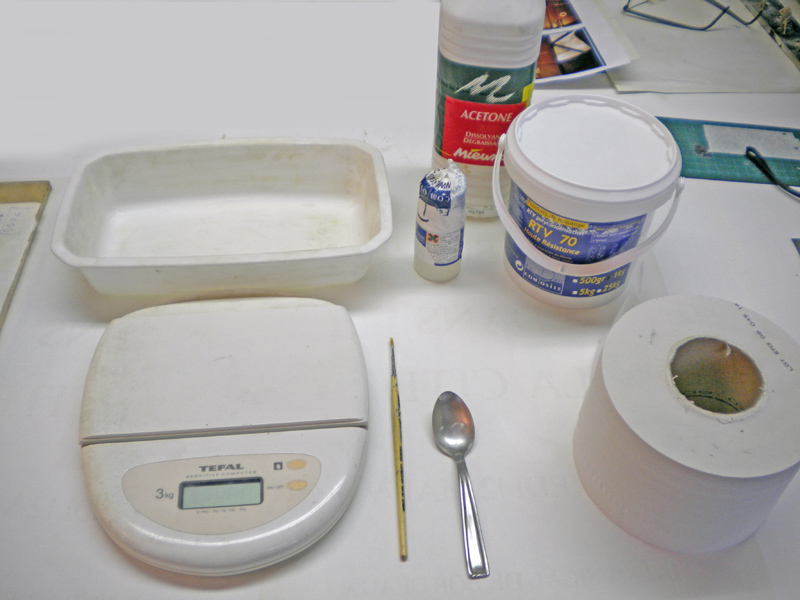
Coulage de la première face. Vous aurez pris soin au préalable de stocker vos matériaux et outillages divers à température ambiante d’atelier (entre 15 et 20°C) et hors de toute humidité excessive. Préparez tout votre matériel...
Casting the first face. You will have taken care beforehand to store your materials and various tools at ambient workshop temperature (between 15 and 20°C) and away from any excessive humidity. Prepare all your equipment...



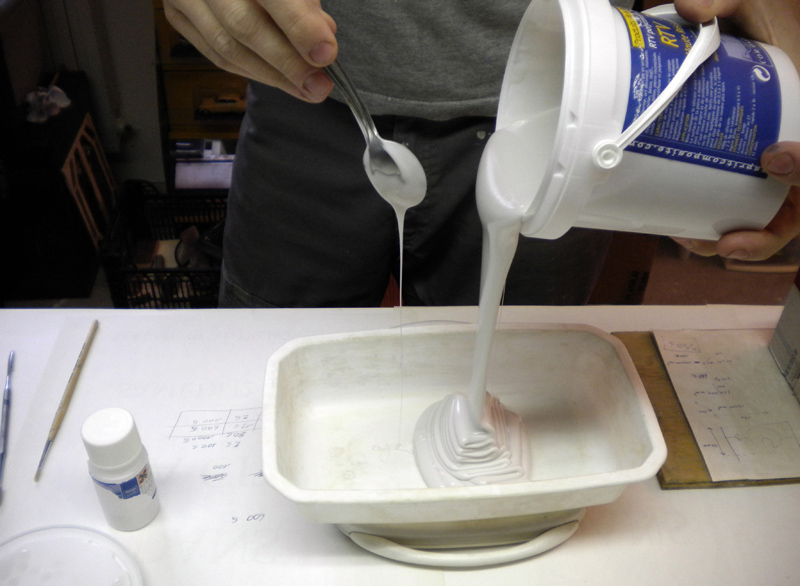
Lisez bien la notice d’utilisation de votre produit, en particulier le « Pot Life » ou temps de vie en pot. C'est-à-dire combien de temps est utilisable le mélange une fois le catalyseur incorporé avant gélification. Préparez la quantité d’élastomère prévue, incorporez le catalyseur. Notez l’heure. Mélangez soigneusement, le catalyseur va faire des fils couleur gris dans l’élastomère, mélangez jusqu’à ce que votre mélange soit parfaitement homogène. Raclez et mélangez bien aussi les bords et le fond de la gamelle. Regardez bien l’horloge...
Be sure to read the instructions for use of your product, especially the "Pot Life". In other words, how long the mixture can be used once the catalyst has been incorporated before gelling. Prepare the required quantity of elastomer and add the catalyst. Note the time. Mix carefully, the catalyst will form grey threads in the elastomer, mix until your mixture is perfectly homogeneous. Scrape down the sides and bottom of the bowl and mix well. Take a good look at the clock...


Imprégnez soigneusement les détails de votre modèle avec un pinceau souple. Surveillez toujours l’horloge...
Carefully impregnate the details of your model with a soft brush. Always keep an eye on the clock...


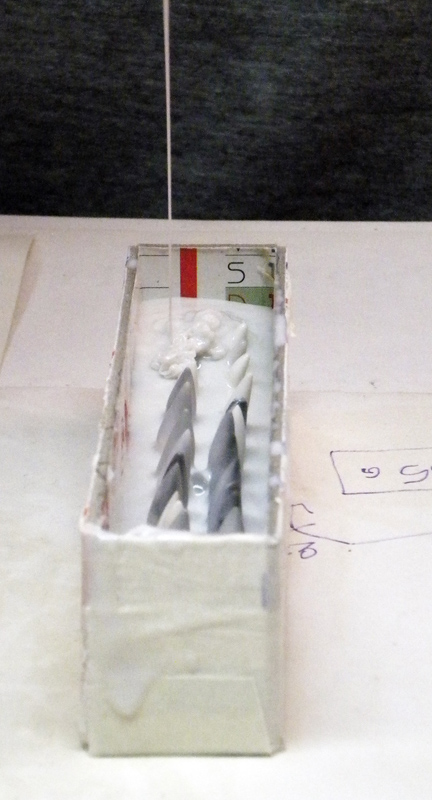
Coulez le reste du mélange en un mince filet à partir du point le plus bas du coffrage. Ainsi l’élastomère va monter progressivement et recouvrir un à un tous les détails. Laissez polymériser selon la fiche technique (en général entre 24 h et 36h)...
Sink the rest of the mixture in a thin stream from the lowest point of the formwork. In this way, the elastomer will gradually rise and cover all the details one by one. Allow to cure according to the technical data sheet (generally between 24 h and 36 h)...


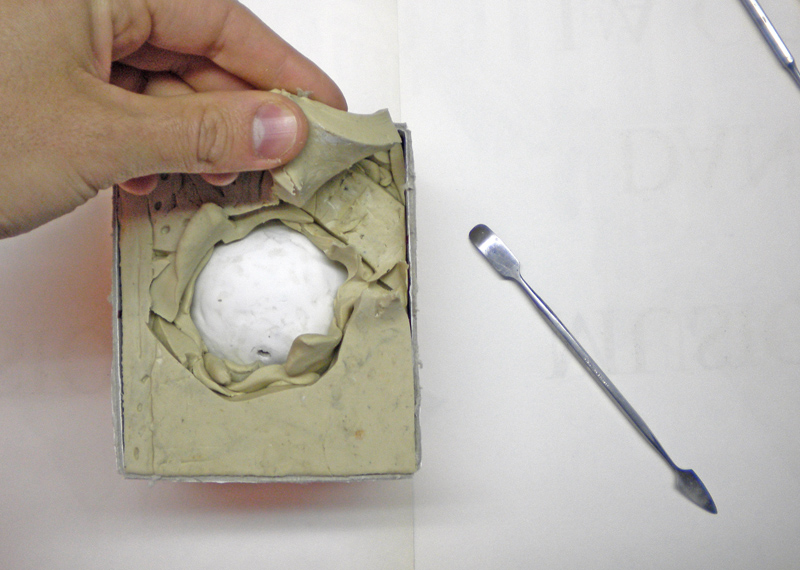
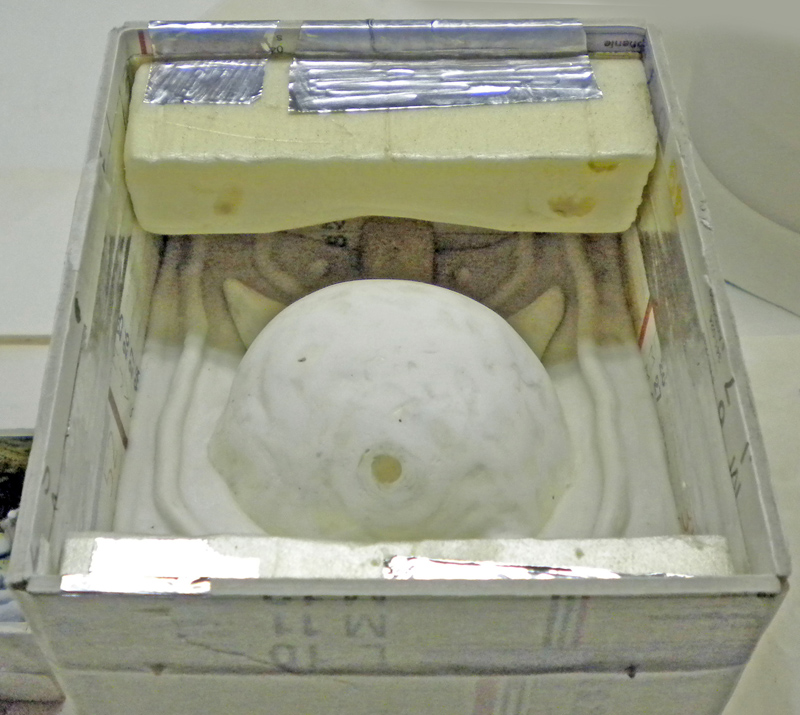
Une fois votre première face durcie, vous pouvez retourner votre travail et commencez à retirer la plastiline. ATTENTION : faire ce travail avec délicatesse et en maintenant toujours fermement votre modèle contre la première face. Si vous ne faites cela et déchaussez votre modèle de la première face du moule il existera un risque que lors de la coulée de la deuxième face que de l’élastomère migre entre le modèle et la première face...
Once your first side has hardened, you can turn your work over and start removing the plastiline. CAUTION: do this carefully and always hold your model firmly against the first side. If you do not do this and remove your model from the first side of the mould, there is a risk that when the second side is poured, some elastomer will migrate between the model and the first side...
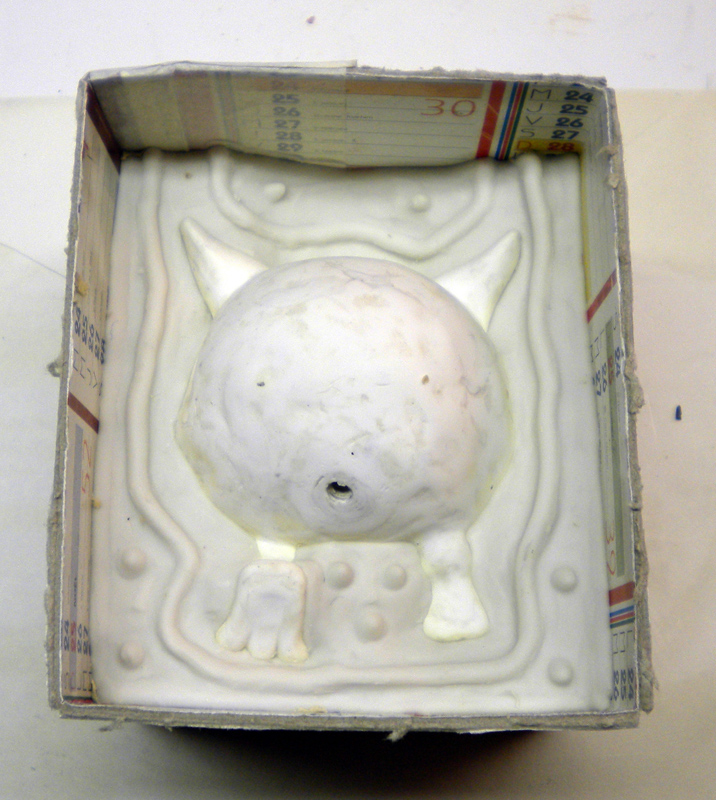
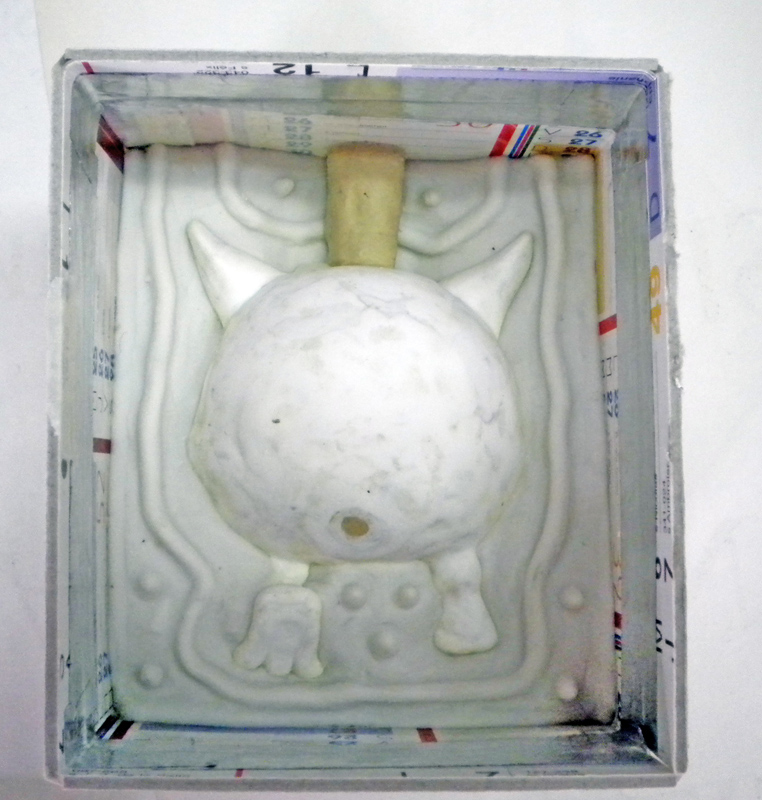
Nettoyez correctement tous les restes de plastiline. Montez un cadre. Mettez en place la carotte de coulée. Assurez-vous que votre cadre est bien serré et étanche...
Clean off any remaining plastiline. Fit a frame. Fit the sprue. Make sure your frame is tight and watertight...
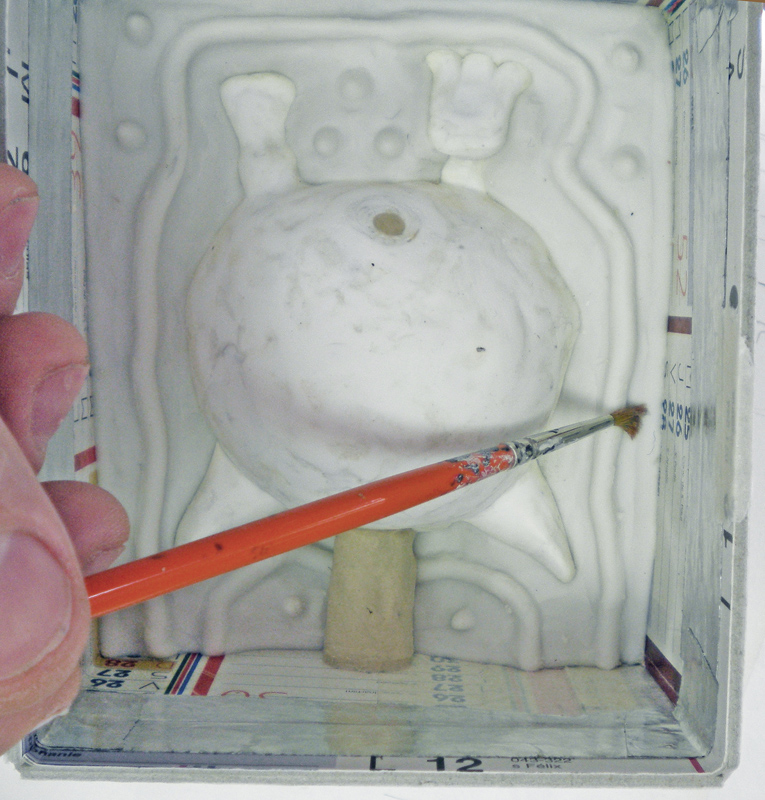
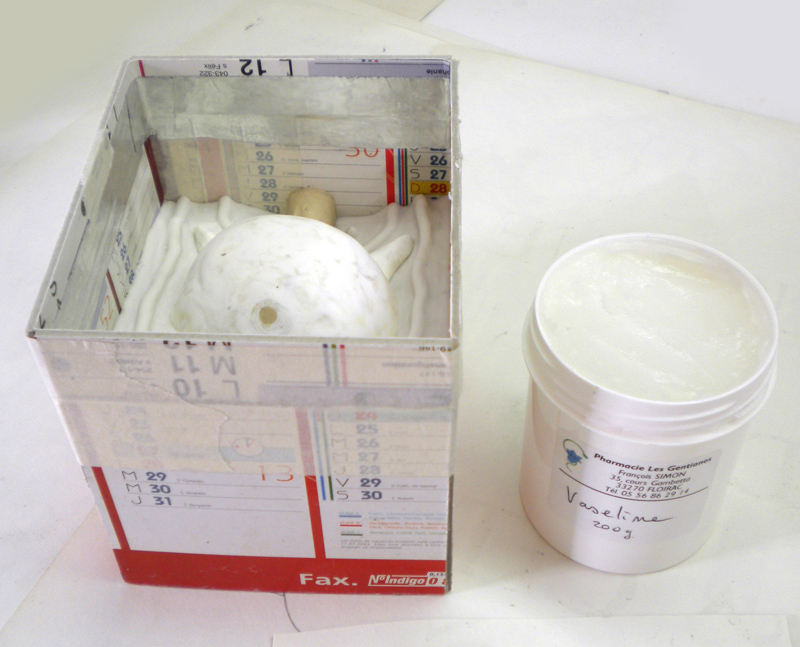
Au pinceau déposez une couche fine et homogène de graisse de vaseline sur la première face du moule, sans débordez sur le modèle (perte de détail sinon)...
Using a brush, apply a thin, even layer of Vaseline grease to the first side of the mould, without running over the model (loss of detail otherwise)...
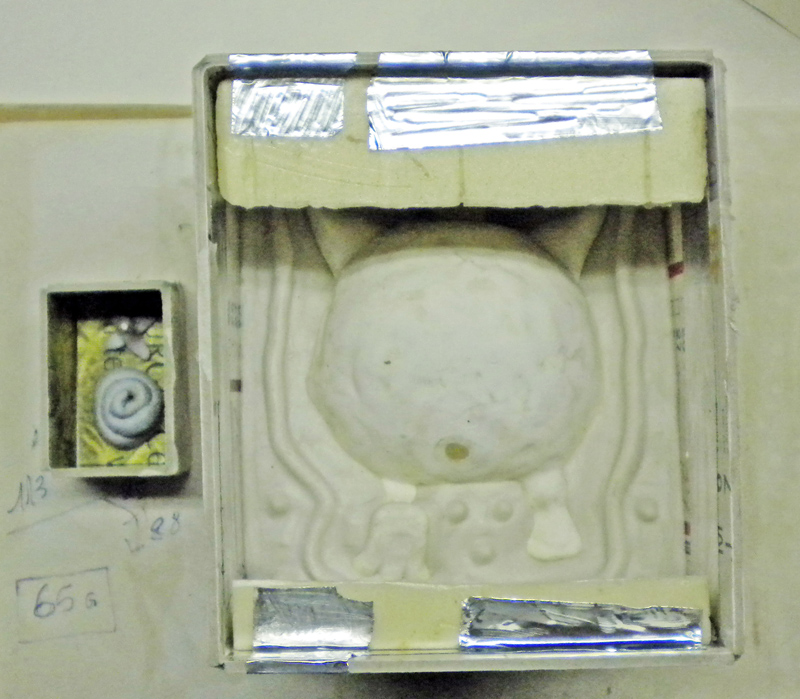
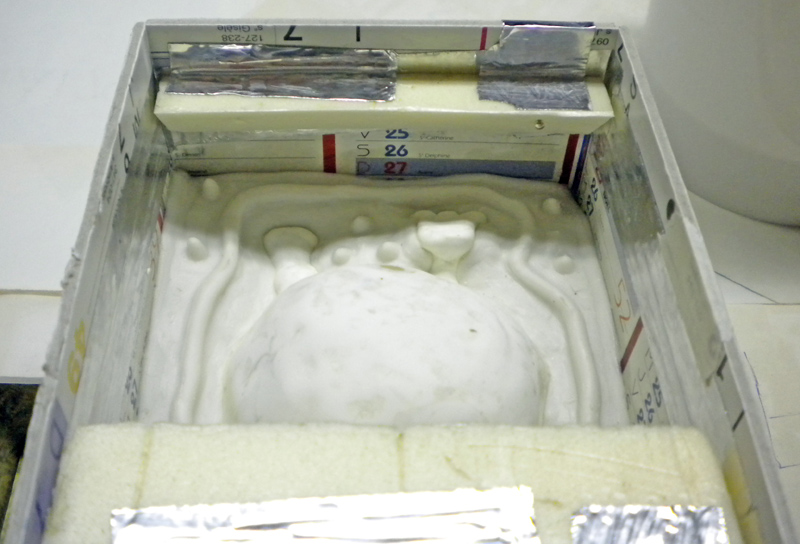
ASTUCE PRATIQUE : Pour éviter de gaspiller outre mesure votre élastomère, vous pouvez mettre en place des cales (ici simples morceaux de polystyrène extrudé) de taille appropriée aux endroits opportuns. Elles empêcheront l’élastomère d’y aller.
Coulez la deuxième face de votre moule similairement à la première face.
Laissez réticuler environ deux ou trois semaines (en général) à température ambiante afin que le moule achève tous ses retraits.
PRACTICAL TIP: To avoid wasting too much of your elastomer, you can place shims (in this case simple pieces of extruded polystyrene) of the appropriate size in the right places. They will prevent the elastomer from going into the mould.
Cast the second side of your mould in the same way as the first side.
Leave to cure for about two or three weeks (generally) at room temperature so that the mould completes all its shrinkage.
Démoulage
Demoulding
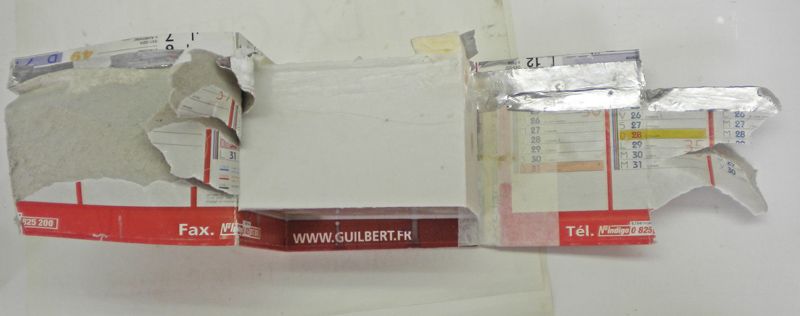
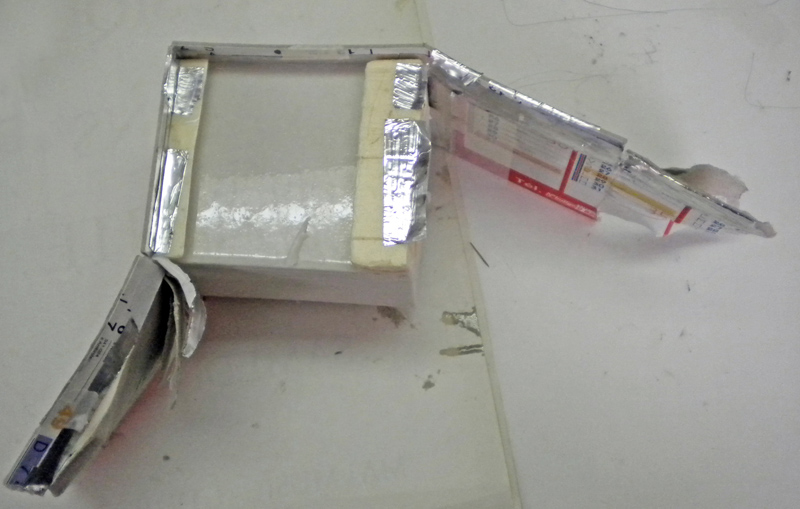
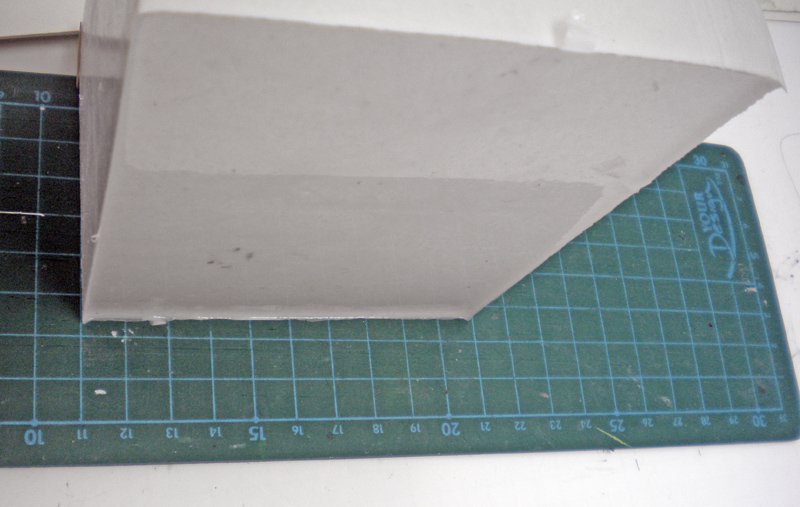
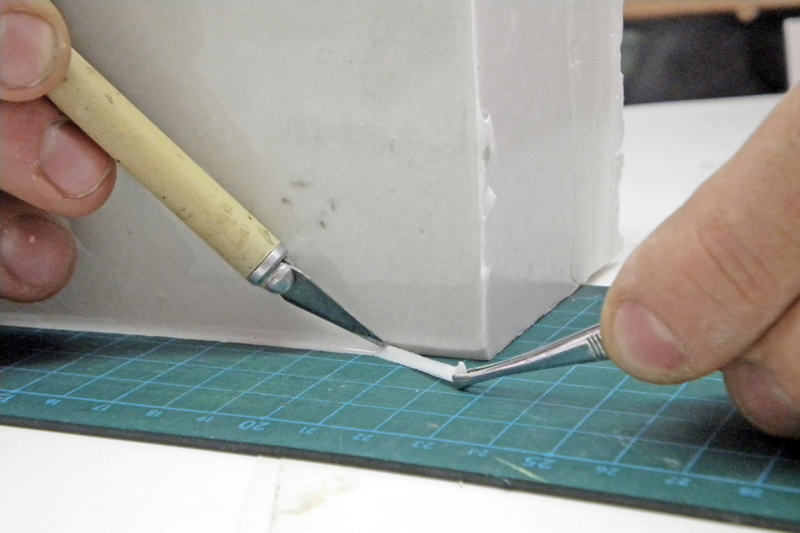
Démontez le coffrage, puis coupez proprement tous les angles de votre moule. Ils forment tous une sorte d’angle en pointe qui fausserait le serrage de votre moule ultérieurement, surtout si vous y rajoutez un coffrage selon comment vous avez raisonné (dureté Shore de l’élastomère et forme générale)...
Remove the formwork, then cleanly cut all the corners of your mould. They all form a sort of pointed angle that will distort the clamping of your mould later on, especially if you add a formwork according to your reasoning (Shore hardness of the elastomer and general shape)...

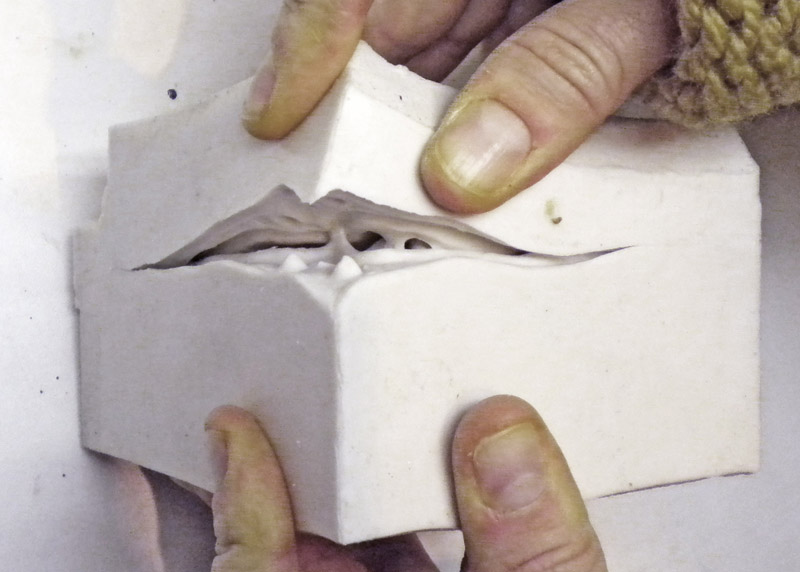
Séparez vos deux faces et sortez votre modèle du moule...
Separate your two sides and remove your model from the mould...


...Progressez doucement par torsion et tensions...
...Progress gently by twisting and pulling...




...utilisez des outils en bois arrondis pour aider si besoin.
...use rounded wooden tools to help if necessary.
MOULAGE
Vous êtes presque au bout du processus, voici le moment tant attendu du premier moulage !
Selon la forme de votre pièce, sa complexité etc. vous aurez raisonné en source, en coulée avec dégazage, au renversé etc. Reportez-vous au livre de Monsieur Pascal Rosier.
-Pour ce sujet, le « Squig géant », j’ai raisonné en moulage au renversé.
-C'est-à-dire que l’on ne va verser qu’un faible volume de mélange (environ un cinquième ici) dans le moule et tourner le moule lentement dans tous les sens. La résine va napper progressivement toutes les faces et imprégner tous les détails.
-Avant que la résine ne gèle, on pose le moule à l’envers sur une gamelle, l’excédent de résine va s’évacuer.
- Une fois la résine parfaitement durcie, répéter l’opération une ou deux fois.
-Pour terminer, couler le volume nécessaire de résine pour remplir complètement votre moule jusqu’à la carotte de coulée y compris...
MOULDING
You're almost at the end of the process, here comes the long-awaited moment of the first moulding!
Depending on the shape of your part, its complexity, etc., you will have reasoned in source, in pouring with degassing, in reverse, etc. Please refer to the book by Pascal Rosier.
-For this subject, the "Giant Squig", I reasoned in reverse moulding.
-In other words, only a small volume of mixture (about a fifth here) is poured into the mould and the mould is turned slowly in all directions. The resin will gradually coat all the sides and impregnate all the details.
-Before the resin freezes, place the mould upside down on a bowl to allow the excess resin to drain away.
- Once the resin is completely hardened, repeat the operation once or twice.
-Finally, pour in the necessary volume of resin to completely fill your mould up to and including the sprue...

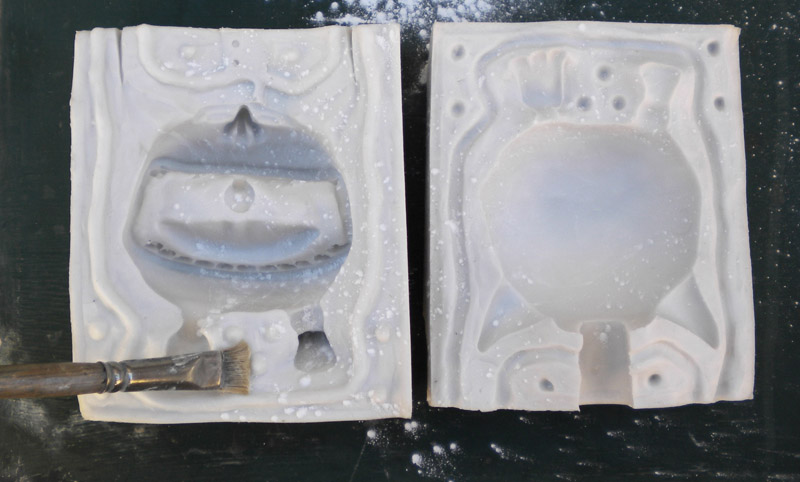
Préparation et protection du moule. Le talc constituera un bon agent de démoulage et de protection de votre moule.
NOTE : Il est possible d’augmenter grandement la durée de vie de vos moules en utilisant un spray spécialisé aux silicones. Une autre solution est de vaporiser de la peinture antirouille en bombe. L’inconvénient est qu’il faut attendre que cette dernière soit parfaitement sèche avant d’utiliser le moule. La couche de peinture constituera un film de protection très efficace, on peut presque doubler la quantité de tirages avec cette méthode...
Preparing and protecting the mould. Talcum powder makes a good release agent and protects your mould.
NOTE: You can greatly increase the life of your moulds by using a special silicone spray. Another solution is to spray on anti-rust paint in a can. The disadvantage is that you have to wait for the paint to dry completely before using the mould. The layer of paint will form a very effective protective film, and you can almost double the number of prints using this method...
A B

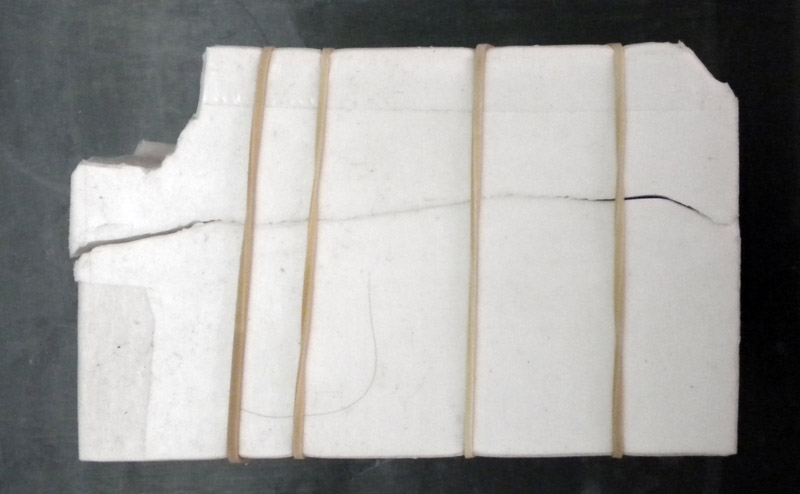
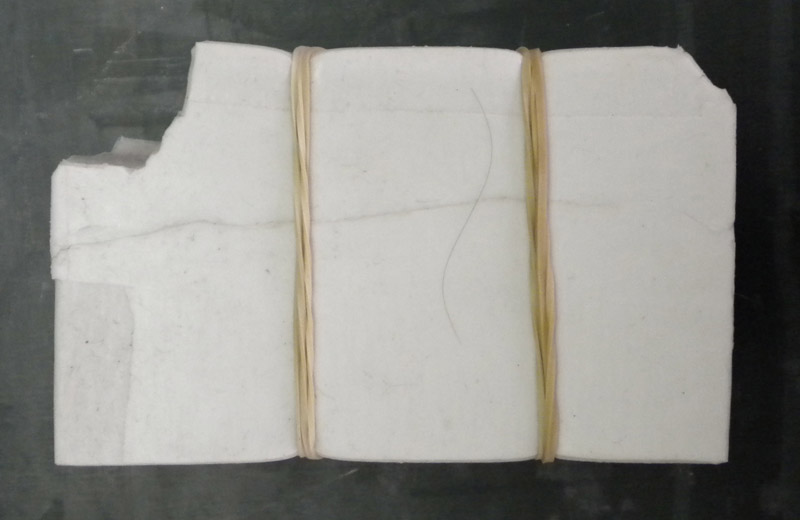
Serrage du moule. C’est un point important de la réussite de vos moulages. Pas assez serré (A), le moule fuira. Trop serré (B), le matériau de moulage n’ira pas partout et/ou le moule fuira et de plus la ligne de moulage sera décalée. Le moule doit être serré correctement...
A ce stade veuillez vous rafraîchir la mémoire en allant relire notre tutoriel sur la dangerosité des matériaux de moulage. L’idéal, nous ne vous le cachons pas, étant de mouler uniquement à la mi-saison (entre Mars et Mai, et entre Septembre et Octobre) dehors !
Tightening the mould. This is an important point in the success of your mouldings. Not tight enough (A), the mould will leak. Too tight (B), the moulding material will not go everywhere and/or the mould will leak and the moulding line will be offset. The mould must be tightened correctly...
At this point, please refresh your memory by rereading our tutorial on the dangers of moulding materials. Ideally, we don't want to hide the fact, you should only mould in mid-season (between March and May, and between September and October) outside!


Préparation de l’ergonomie du plan de travail.
La plupart des matériaux de moulage du type résines (polyuréthane notamment) adaptés à la coulée de petits éléments, figurines, maquettes, statuettes, ont un temps d’utilisation assez court, il est donc nécessaire d’organiser son plan de travail en conséquence, et selon si l’on est droitier ou gaucher...
Preparing the ergonomics of the work surface.
Most moulding materials such as resins (polyurethane in particular) suitable for casting small elements, figurines, models and statuettes have a fairly short shelf life, so you need to organise your work surface accordingly, depending on whether you are right- or left-handed...
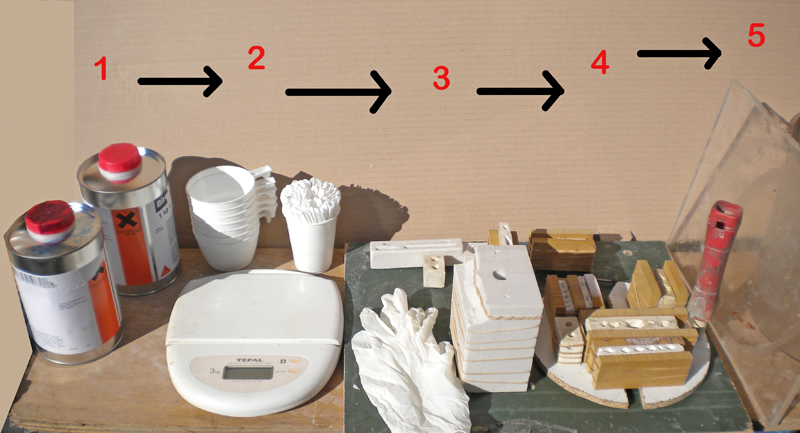
Ici sur la photo, le plan de travail est organisé pour un gaucher :
-1- On prend la résine en main
-2- On peut donc la peser et doser et mélanger
-3-4- On peut la couler dans les moules
(-4- Une fois versée dans les moules on peut dégazer de suite certains dans la cloche à vide juste à côté. Nous profitons de l’achat de la résine pour le squig pour mouler d’autres pièces réalisées précédemment...
Le squig est donc moulé au renversé...
On laisse durcir suffisamment avant de démouler. Un piège classique étant de démouler en contrôlant le reste de résine dans la gamelle qui est dur, alors que dans les moules il ne l’est pas…Parce que dans les moules les quantités sont bien moindres (surtout pour les petites éléments), donc la réaction chimique est moins intense, moins rapide...
Here in the photo, the work surface is organised for a left-handed person:
-1- We take the resin in hand
-2- Weigh, measure and mix the resin
-3-4- The resin can be poured into the moulds
(4- Once the resin has been poured into the moulds, some of them can be degassed immediately in the vacuum chamber next to it. We took advantage of the purchase of the resin for the squig to mould other parts made previously...
So the squig is reverse moulded...
We let it harden sufficiently before demoulding. A classic trap is to unmould by checking the remaining resin in the bowl, which is hard, whereas in the moulds it isn't... Because in the moulds the quantities are much smaller (especially for small parts), so the chemical reaction is less intense, less rapid...



On peut démouler et contrôler et comparer son tirage au maître modèle.
Si celui-ci est jugé satisfaisant on le conservera et replacera toujours dans le moule lors de son stockage et rangement afin que ce dernier ne se déforme pas...
You can unmould and check and compare your print with the master model...
If it is judged to be satisfactory, it will be kept and always placed back in the mould when it is stored and put away so that it does not become deformed...
